| Hệ thống cho ăn trung ương Details description |
 |
| tên sản phẩm:Hệ thống cho ăn trung ương |
| thời gian phát hành:2020-07-09 15:26:24 |
| Đánh số:Hệ thống cho ăn trung ương |
| Nhãn hiệu:Heng Ju |
| Giá bán:¥Hệ thống cho ăn trung ương |
| mô tả đơn giản:Hệ thống cho ăn trung ương |
| cân nặng :100000.00 |
| Đơn vị trọng lượng:Hệ thống cho ăn trun |
| đặc trưng:Hệ thống cho ăn trung ương |
| bằng sáng chết:Hệ thống cho ăn trung ương |
| nhà chế tạo:Hệ thống cho ăn trung ương |
| Nước sản xuất:Trung Quốc |
| Bí danh sản phẩm:Hệ thống cho ăn trung ương、Hệ thống cho ăn tập trung |
|
| Hệ thống cho ăn trung ương Giơi thiệu sản phẩm |
|
Hệ thống cho ăn trung ương thông số
Hệ thống cho ăn trung ương
Với sự phát triển không ngừng của xã hội, ngày càng có nhiều nhà máy và các đặc điểm nhà xưởng khác nhau có những yêu cầu khác nhau về việc sử dụng nguyên liệu thô. Sau đó, điều này cần được áp dụng cho một hệ thống cho ăn có thể đáp ứng các yêu cầu khác nhau, và hệ thống cho ăn trung tâm có thể dựa trên các điều kiện thực tế. Cần thiết kế một kế hoạch hợp lý về kinh tế. Nó cũng có thể làm giảm ô nhiễm nguyên liệu thô và bụi đến sản xuất ép phun ở mức thấp nhất. Vậy nguyên tắc làm việc của hệ thống cho ăn trung tâm là gì? Thông qua những điều trên, chúng tôi hiểu tại sao xưởng ép phun chọn hệ thống cho ăn trung tâm!Product alias:Hệ thống cho ăn trung ương、Hệ thống cho ăn tập trung |
Hệ thống cho ăn trung ương Nguyên lý thiết bị
Hệ thống cho ăn trung ương
Nguyên lý làm việc của hệ thống cho ăn trung tâm:
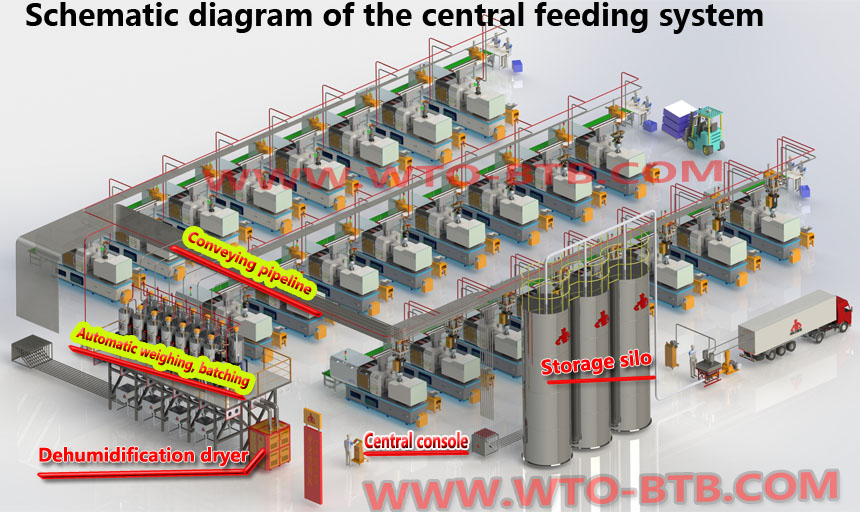
1. Hệ thống cấp liệu trung tâm được thiết kế để sản xuất các sản phẩm nhựa trong xưởng phun, thực hiện các hoạt động đúc liên tục không người lái không bị gián đoạn. Nguyên lý của hệ thống cấp liệu trung tâm là sử dụng phương pháp truyền chân không và vận chuyển nguyên liệu nhựa từ bể chứa đến hệ thống hút ẩm và sấy khô trung tâm thông qua hệ thống đường ống tập trung, sau đó vận chuyển nguyên liệu khô đến từng máy ép phun .
2. Hệ thống cấp liệu trung tâm được sử dụng cùng với hệ thống hút ẩm và sấy khô trung tâm, và đường ống có thể được làm sạch sau khi hút ẩm, sấy khô và lưu thông, để đảm bảo rằng không có vật liệu hạt còn sót lại trong đường ống. Hiệu suất của các nguyên liệu thô trong máy là phù hợp. Dưới áp suất âm chân không, bụi trong nguyên liệu thô sẽ được lọc qua hệ thống lọc bụi, giúp cải thiện chất lượng của các sản phẩm đúc.
3. Hệ thống cấp liệu trung tâm có thể đảm bảo hoạt động ổn định của toàn bộ hệ thống, và không có hiện tượng lấy lại hoặc tắc nghẽn độ ẩm của nhựa. Nó được sử dụng cùng với hệ thống máy sấy trung tâm (máy hút ẩm), cho phép không khí khô làm khô nguyên liệu một lần nữa, đồng thời làm sạch đường ống vận chuyển sau mỗi chu kỳ vận chuyển để đảm bảo rằng không có cặn trong đường ống
bí danh: Hệ thống cho ăn trung tâm Hệ thống cho ăn tự động Hệ thống cho ăn tập trung Hệ thống vận chuyển tập trung
Hệ thống cho ăn trung ương
Hệ thống xử lý vật liệu tự động
Trong ngành công nghiệp ép phun hiện đại, mọi người cảm thấy cần phải tự động vận chuyển nguyên liệu thô. Điều này là do người giám sát của nhà máy ép phun có thể lên kế hoạch trước cho việc vận chuyển các nguyên liệu thô cần thiết để xử lý máy ép phun. Nhu cầu này được kết nối với nhu cầu ngày càng cấp bách, với ít lao động nhất của công nhân hóa chất. Nó không chỉ giảm chi phí, mà còn tiết kiệm thời gian vận chuyển nguyên liệu. Đồng thời, việc sử dụng một hệ thống cho ăn trung tâm cho phép xử lý nguyên liệu khối thay vì nguyên liệu đóng bao phải được xem xét, điều này rất quan trọng để tiết kiệm nguyên liệu thô và thời gian và giảm chi phí. Ngoài ra, không khó để tưởng tượng rằng hệ thống cho ăn trung tâm sẽ tránh được nguy cơ "đổ phễu" theo thời gian. Có hai loại hệ thống cho hệ thống cấp liệu trung tâm: hệ thống khí nén và hệ thống cơ khí.
Hệ thống cho ăn trung ương
Từ dạng viên đến dạng bột hoặc hỗn hợp của viên và vật liệu tái chế, hình thái của nguyên liệu thô được chế biến thay đổi. Đối với các nguyên liệu thô ở trên, bộ cấp liệu vít trong ống nằm ngang dường như là hệ thống cấp liệu tự động tốt nhất cho vận chuyển cơ học, bởi vì trong trường hợp đổi màu hoặc kích thước hạt. Đây gần như là một thiết lập tự làm sạch và điều chỉnh. Thức ăn trục vít cơ học được giới hạn trong vận chuyển vật liệu ngang, nhưng từ quan điểm của thức ăn đơn vị ép phun, hiệu quả là không thể nghi ngờ.
Hình ảnh cho thấy hệ thống nạp giấy trung tâm. Khoảng cách (H) có thể lên tới vài mét. Nó được kết nối với các thiết bị đặc biệt để trộn hai nguyên liệu thô (masterbatch, các hạt tái chế có chứa một tỷ lệ nhất định của polystyrene tiêu chuẩn chống va đập, v.v.).
Hệ thống cơ khí thứ hai là bộ cấp liệu trục vít, phù hợp cho việc vận chuyển nguyên liệu thô mà không cần trọng lượng. Ống vận chuyển có thể được uốn cong với bán kính uốn tối thiểu khoảng 150 mét và chiều dài lên tới 12 mét. Nó có thể được kết nối tùy ý và có thể dài tùy ý. Tiêu thụ năng lượng của nó bị hạn chế nghiêm ngặt, thậm chí cao hơn so với truyền khí nén, sẽ được giải thích sau.
Cần nhớ rằng nhiều ống đầu ra có thể được điều chỉnh bằng một van có thể được đặt trên một ống băng tải để cung cấp cùng một nguyên liệu thô cho nhiều máy.
Hệ thống thức ăn trung tâm được hiển thị trong hình. Đầu vào nguyên liệu của băng tải bắt đầu từ kho và có một lỗ hình chữ nhật.
Hình minh họa rõ ràng ứng dụng của một băng tải trục vít linh hoạt với một ống thoát dẫn đến phễu. Rõ ràng, không gian lưu trữ để chuyển nguyên liệu thô qua thiết bị chuyển phải đủ lớn và lượng vật liệu cần thiết để chứa một lô công việc cũng là đủ. Ngoài ra, do thay đổi nguyên liệu và màu sắc, hệ thống cho ăn trung tâm không có sự chuyển đổi và nồng độ đặc biệt.
Hình ảnh cho thấy hệ thống cho ăn trung tâm của một nhóm máy ép phun. Nguyên liệu được sử dụng để lưu trữ. Có thể thấy từ hình vẽ rằng các bể chứa được sử dụng để vận chuyển vật liệu rời đã được thêm vào kho. Ví dụ, thùng chứa nhỏ hơn trong hình có thể chứa vật liệu tái chế hoặc masterbatch, sau đó trộn chúng với nguyên liệu thô trong thiết bị đặc biệt, sau đó gửi đến máy ép phun để xử lý. Các nguyên liệu thô được lưu trữ trong silo được cung cấp cho toàn bộ nhà máy ép phun sử dụng một nguyên liệu thô và một màu.
Tuy nhiên, các đề xuất trên chỉ có thể được sử dụng khi sử dụng cùng một nguyên liệu thô, ngay cả trong sản xuất khoảng cách trong đó tổng mức tiêu thụ nguyên liệu thô ở một tỷ lệ thích hợp.Product alias:Hệ thống cho ăn trung ương、Hệ thống cho ăn tập trung |
Hệ thống cho ăn trung ương ứng dụng
Hệ thống cấp liệu tập trung cho các thiết bị phụ trợ của máy ép phun
Về mặt chức năng, các thiết bị phụ trợ của máy ép phun bao gồm hệ thống cấp liệu, máy đo nhiệt độ khuôn, thiết bị nghiền và tái chế, v.v ... Những thiết bị phụ trợ này đóng vai trò khác nhau trong chức năng. Đặc trưng. Quá trình ép phun.
1. Hệ thống cho ăn trung tâm
Các thiết bị xử lý phụ trợ của hệ thống cấp liệu trung tâm chủ yếu bao gồm sấy khô, vận chuyển, đo sáng, trộn và nghiền.

Nó được sử dụng để xử lý trước các vật liệu hút ẩm trước khi đúc, chế biến và sản xuất, chẳng hạn như nhựa, ABS, polyoxymetylen (POM), polycarbonate (PC), PET, TPE, TPU, PP, PE. , Nylon (PA), plexiglass (PMMA), v.v. Trong quá trình xử lý nhựa polyolefin, chẳng hạn như sản xuất copolyme polypropylen ngẫu nhiên PP-R và ép phun ống, chúng phải rất khô để đảm bảo chất lượng. chất lượng sản phẩm. Vật liệu polyetylen XLPE cũng cần được sấy khô đến độ ẩm cần thiết.
Hình vẽ cho thấy hệ thống hút ẩm và sấy khô.
Trong quá trình sản xuất và chế biến, các phương pháp sấy và thiết bị sấy khác nhau phải được sử dụng theo yêu cầu độ ẩm ban đầu của sản phẩm. Chất độn khô, nhựa, ABS, polypropylen (POM), polycarbonate (PC), PET, TPE, TPU, PP, PE thường được sử dụng trong máy sấy. , PVC (PA), PMMA, PVC và các hạt khác. Máy sấy chân không quay hình nón đôi được sử dụng để làm khô nhựa nhạy cảm với nhiệt, và việc sấy liên tục thường được thực hiện bằng cách sử dụng máy sấy phễu trực tiếp.
2. Thiết bị cho ăn
Bột đi qua một ống lò xo và hệ thống chuyển gốc, và hạt được chuyển qua bộ nạp chân không. Như trong hình, hầu hết các máy cấp liệu chân không sản xuất tại Trung Quốc đều sử dụng động cơ một pha hoặc ba pha để tách hệ thống cấp liệu và lượng phân phối có thể đạt tới 100 ~ 400kg / giờ.
3. Hệ thống cho ăn tập trung
Thích hợp nhất cho các thiết bị quy trình sản xuất tự động quy mô lớn. Nó thực hiện điều khiển tập trung trên máy tính, cân các nguyên liệu thô khác nhau theo tỷ lệ của thiết bị đo sáng, sau đó đưa nó vào máy trộn. Phễu được trang bị cảm biến mức chất lỏng, có thể mở hoặc đóng hộp lưu trữ trên ống vận chuyển theo lượng vật liệu. Công nghệ chính của hệ thống cho ăn tập trung là đo chính xác thang đo điện tử, có thể cung cấp tỷ lệ vật liệu chính xác.
4. Máy trộn nhựa 
Chủ yếu đề cập đến máy trộn tốc độ cao và máy trộn làm mát tốc độ thấp. Máy trộn tốc độ cao thường được chia thành máy trộn tốc độ đơn và tốc độ gấp đôi. Tốc độ thấp của bộ trộn hai tốc độ là 450r / phút và tốc độ cao là 950r / phút. Tốc độ làm mát của máy trộn thường là 133r / mưa. Ngoài ra, nhào ngang thường được sử dụng để xử lý các sản phẩm PVC mềm. Mô hình này chỉ phù hợp cho các hoạt động đơn vị trong các nhà máy nhỏ. Hiện nay, nó chủ yếu được sử dụng để sản xuất giày nhựa.

Phạm vi của máy sấy nhỏ bao gồm máy hút ẩm, phễu sấy bằng thép không gỉ cách nhiệt, thùng có van ngắt cơ học và hệ thống băng tải kín hai giai đoạn, dễ vận hành và bảo trì. Máy sấy cũng bao gồm bảng điều khiển trung tâm sử dụng giao diện điều khiển cảm ứng để hỗ trợ cài đặt các thông số như nhiệt độ, thời gian, chức năng và trình tự và có thể được điều chỉnh linh hoạt. Khi điều kiện vô tận thay đổi.

Trong những năm gần đây, máy sấy chân không đã nhận được sự chú ý ngày càng tăng. Theo báo cáo, thời gian để máy sấy chân không làm khô vật liệu chỉ bằng 1/6 máy sấy hút ẩm, điều này không chỉ có nghĩa là tiết kiệm năng lượng tiêu thụ, mà còn rút ngắn thời gian sản xuất. . Xuất khẩu.
Hệ thống cho ăn chân không trung tâm
Hình vẽ cho thấy một hệ thống nạp giấy khác cho các hộp lưu trữ. Nó sử dụng bộ nạp chân không được lắp đặt bên cạnh mỗi máy ép phun để vận chuyển vật liệu. Bản phác thảo cho thấy việc cung cấp một kho lưu trữ duy nhất, tất nhiên cũng phù hợp với hai bản kia. Thông qua cánh cửa đặc biệt, bạn có thể chọn một trong số họ. Bằng cách này, ba vật liệu khác nhau có thể được cung cấp cho mỗi máy ép phun khi cần thiết.

Do đó, chúng tôi sẽ mô tả trạng thái của hệ thống chuyển chân không và hệ thống phân phối hạt tự động.
Hình này cho thấy sơ đồ truyền tải. Như trong hình, thiết bị rơm được kết nối trực tiếp với phễu của máy ép phun. Chân không được hút thông qua khớp nối hình quạt, được kết nối trực tiếp với động cơ phía trên bộ nạp. Việc hút bụi được thực hiện bằng cách uốn ống ở cuối ống hút được nhúng trong nguyên liệu thô cho đến khi bể hút 1/2 của phễu chứa đầy vật liệu, nghĩa là bộ hẹn giờ điều khiển độ dài của chu kỳ hút bị gián đoạn. bộ phận. phần. phần. Việc hút chân không giảm sẽ mở van dao hoặc thiết bị tương tự ở đầu ra của 1/2 phễu và nguyên liệu thô sẽ rơi vào phễu.
Đồ thị truyền đồ thị
Hẹn giờ bắt đầu bổ sungProduct alias:Hệ thống cho ăn trung ương、Hệ thống cho ăn tập trung |
Hệ thống cho ăn trung ương sự bảo vệ
Hệ thống cho ăn trung ương
Hướng dẫn bảo trì và cập nhật hệ thống cho ăn trung tâm
Để có được các sản phẩm nhựa đủ tiêu chuẩn và đảm bảo an toàn cho người và thiết bị, hệ thống quản lý hệ thống thức ăn trung tâm được xây dựng đặc biệt như hình dưới đây.
1. Thông qua việc thiết lập và triển khai hệ thống quản lý hệ thống cho ăn trung tâm, tuân thủ việc bảo trì hệ thống cho ăn trung tâm hàng ngày, đảm bảo sử dụng bình thường hệ thống cho ăn trung tâm, loại bỏ các nguy cơ tiềm ẩn của tai nạn, nâng cao chất lượng công việc và hiệu quả sản xuất, và đảm bảo sản xuất suôn sẻ.
(1) Quy định cho hoạt động an toàn của hệ thống cho ăn trung tâm
1. Không được phép thực hiện các phương pháp hoạt động có thể gây thương tích cá nhân hoặc làm hỏng hệ thống cho ăn trung tâm vì bất kỳ lý do hoặc lý do nào. Nhân viên chưa được đào tạo về kỹ năng vận hành và không hiểu các nguyên tắc cấu trúc và hiệu suất của hệ thống cho ăn trung tâm (nghĩa là các kỹ thuật viên không được công ty chỉ định) có thể không điều chỉnh máy.
2. Trong trường hợp phễu của hệ thống cấp liệu trung tâm không xả, không được sử dụng thanh và que kim loại, và chọc phễu thô để tránh làm hỏng vật liệu.
Nếu màn hình chia, nắp màn hình và giá đỡ nam châm trong xô ở trạng thái quay của vít, rất dễ để thanh kim loại bị kẹt trong thùng và gây hư hỏng nghiêm trọng cho thiết bị.
3. Nghiêm cấm khởi động hệ thống cấp liệu trung tâm dưới tải. Sau khi hệ thống cho ăn trung tâm được khởi động, nó phải ở chế độ chờ trong 1 phút trước khi có thể đưa vào hoạt động bình thường.
4. Trước khi bắt đầu hệ thống cấp liệu trung tâm, làm nóng trước nhiệt độ hóa dẻo đến giá trị cài đặt và đợi 3 đến 5 phút trước khi lái vít để làm chảy keo. Nghiêm cấm chạm vào bộ phận sưởi bằng tay và các bộ phận cơ thể khác.
5. Không có vật thể nào được phép xếp chồng lên nhau trước mỗi hộp điện và cửa cứu hỏa để đảm bảo rằng tất cả các kênh sơ tán không bị cản trở.
6. Không ai nên đột ngột cắt nguồn điện của máy hoạt động bình thường (trừ lý do đặc biệt), nếu không sẽ làm hỏng máy.
7. Trong quá trình vận hành, bạn chỉ có thể khóa khuôn trước rồi vào nền tảng chụp.
8. Khi bạn đi làm, bạn nên kiểm tra xem hệ thống cấp liệu trung tâm có hoạt động bình thường hay không, liệu các thông số quy trình có phù hợp hay không, liệu khuôn có được cố định chắc chắn trên hệ thống cấp liệu trung tâm, thiết bị làm mát (làm mát khuôn, làm mát cổng trống không, hành động làm mát dầu) và thiết bị bôi trơn là bình thường.
9. Không trèo lên đỉnh máy hoặc chạm vào cửa an toàn khi máy đang di chuyển.
10. Khi tắt máy, vật liệu cao su trong xi lanh cao su nóng chảy phải được bắn sạch, không để lại vật liệu thừa và không được tắt chế độ sưởi điện và công tắc nguồn khi máy bị căng thẳng.
11. Tất cả các nguồn cung cấp điện của hệ thống cấp liệu trung tâm phải được nối đất đáng tin cậy và được kết nối với không. Các đầu nối dây, ghế que, v.v ... nên được kết nối theo cách tiêu chuẩn hóa và cách điện là đáng tin cậy.
12. Đảm bảo tuân theo quy trình kẹp khuôn thích hợp khi máy đang chuyển động. Đặc biệt là thiết bị bảo vệ điện áp thấp phải được điều chỉnh để có độ tin cậy tuyệt đối.
13. Khi làm sạch thùng nóng chảy, đảm bảo sự nóng chảy pha của vật liệu và ngăn không cho vật liệu quá nóng và phân hủy, và "Phải tuân thủ nghiêm ngặt" Quy tắc vận hành nạp lại ".
14. Tuân thủ nghiêm ngặt "Quy tắc hoạt động thay đổi khuôn" khi thay đổi khuôn.
15. Trong quá trình nghiền, các sản phẩm nghiền phải được nghiền từng cái một. Nghiêm cấm đổ toàn bộ hộp (túi) vào máy nghiền cùng một lúc, để tránh làm quá tải máy nghiền hoặc trộn các vật lạ làm hỏng lưỡi dao.
16. Trong trường hợp phễu không xả, không được phép sử dụng thanh và que kim loại, và chọc phễu thô để tránh làm hỏng vật liệu.
Nếu màn hình chia, nắp màn hình và giá đỡ nam châm trong xô ở trạng thái quay của vít, rất dễ để thanh kim loại bị kẹt trong thùng và gây hư hỏng nghiêm trọng cho thiết bị.
17. Trước khi khởi động máy, đảm bảo rằng tất cả các thiết bị an toàn đều hiệu quả (vị trí cần gạt an toàn, dừng an toàn, công tắc giới hạn cửa an toàn, ròng rọc an toàn và công tắc dừng khẩn cấp). Nếu có bất kỳ sự bất thường, nó phải được báo cáo lên cấp trên ngay lập tức để xử lý. Những người chưa kiểm tra hoặc mạo hiểm bắt đầu trước khi khởi động máy phải chịu mọi trách nhiệm an toàn và nhân viên quản lý sẽ bị xử phạt chung.Product alias:Hệ thống cho ăn trung ương、Hệ thống cho ăn tập trung |
|
|



 163.com
163.com